В процессе обработки ПЭТ-пленки (полиэфирной пленки) резка является ключевым этапом преобразования широких рулонов в готовую продукцию, соответствующую заданным характеристикам. Однако почти все операторы, занимающиеся резкой, сталкиваются с одной и той же проблемой: пылью, статическим электричеством и скоплением стружки.
Дело не только в «грязном внешнем виде». Избыток пыли и стружки может привести к неровностям поверхности изделий, белым пятнам на последующей печати или алюминировании, неровным торцам намотки и даже царапинам на поверхности пленки в тяжелых случаях, что приводит к большому количеству брака.
В данной статье будет подробно проанализированы причины образования пыли и статического электричества при резке ПЭТ-пленки, а также предложен комплексный план действий, от «пассивного удаления» до «активного подавления».

1. Почему при нарезке ПЭТ-пленки образуется "пыль"?
Многие ошибочно полагают, что то, что срезается ножом, — это «пыль», но на самом деле она в основном делится на две категории:
1. Щепки (пыль)Это мельчайшие пластиковые частицы, образующиеся при резке пленки инструментом для продольной резки. ПЭТ-пленка гладкая, но содержит антиадгезионные добавки (открывающие агенты), такие как диоксид кремния, и при резке поперечного сечения сила среза инструмента может привести к отслаиванию небольшого количества материала. Особенно при резке узких полос (дисков) количество стружки значительно увеличивается.
2. Загрязнение окружающей среды пыльюПыль, изначально находящаяся в воздухе, адсорбируется на поверхности пленки за счет статического электричества.

2. Основные проблемы в процессе нарезки.
В процессе высокоскоростной продольной резки (обычно 100–400 м/мин) существуют три основные технические проблемы:
Проблема 1: Электростатические помехи
ПЭТ-пленка — это изолятор с чрезвычайно высоким сопротивлением. В процессе размотки, намотки и высокоскоростного фрикционного отделения от роликов генерируются чрезвычайно высокие статические напряжения (от тысяч до десятков тысяч вольт).
• Последствия:Операторы подвержены риску поражения электрическим током, отклонению пленки на оборудовании, наматыванию и скольжению, образованию складок и даже возгоранию или отказу электронной системы управления.
Проблемный момент 2: крепление чипа
После образования чипов они будут плавать в воздухе. Благодаря силе электростатического притяжения эти частицы прочно прилипают к поверхности пленки.
• Последствия:В процессе постобработки (например, алюминирования) эти частицы отслаиваются, образуя «рыбий глаз» или микропоры; при использовании в пленочных конденсаторах это может привести к снижению напряжения пробоя.
Проблема 3: Накопление пыли
Стружка и пыль смешиваются и скапливаются в пазах для инструмента, направляющих роликах и на столах. Очистка требует частых простоев, что серьезно снижает эффективность производства.
3. Систематические решения: от «удаления» к «предотвращению»
Для полного решения этой проблемы нельзя полагаться только на одно устройство, а необходимо создать активную систему подавления пыли и физического удаления пыли.
1. Эффективное решение для удаления статического электричества (исключение адсорбции)
Поскольку причиной адсорбции пыли является статическое электричество, сначала необходимо его нейтрализовать.
• Активный антистатический нейтрализатор (ионный стержень):
◦ Положение установкиПосле размотки и повторной намотки необходимо немедленно установить ионный стержень большой дальности для нейтрализации статического электричества, накопившегося в материнской катушке в результате длительного хранения; его также необходимо установить до намотки, чтобы предотвратить попадание воздуха и пыли в обмотку.
◦ Рекомендуемый типДля высокоскоростной резки ПЭТ-пластика рекомендуется использовать импульсные ионные стержни постоянного и переменного тока, которые обладают более высокой эффективностью рассеивания мощности, не создают ударных ощущений и с меньшей вероятностью генерируют искры, чем обычные стержни переменного тока промышленной частоты.
• Контактные электростатические щетки (медные/углеродные щетки):
◦ Перед тем как пленка попадет в вал инструмента, устанавливается заземленная проводящая щетка, которая непосредственно физически извлекает часть статического электричества в дополнение к ионному стержню.
2. Контроль качества: оптимизация инструментов для продольной резки и канавок для инструментов.
Количество образующейся стружки напрямую зависит от остроты инструмента и точности заполнения паза.
• Управление инструментами:
◦ Обновление материаловИспользуйте сверхтонкие твердосплавные вставки, чтобы лезвие долго оставалось острым. Тупые ножи могут тянуть, а не резать, что приводит к значительному увеличению объема стружки.
◦ Регулировка углаОтрегулируйте угол вставки в зависимости от толщины пленки, обеспечивая «скольжение», а не «сжатие».
• Оптимизация хода инструмента:
◦ Спиральные канавки:Традиционные прямые канавки склонны к засорению пылью, что приводит к смещению краев пленки. Использование роликов со спиральными канавками позволяет направлять стружку для удаления вдоль спирали во время вращения, уменьшая ее накопление.
◦ Щелевой вакуумный адсорбционный канал:Для сверхтонких пленок или при высоких требованиях к чистоте можно использовать вакуумные щеточные ролики с микроперфорированными или канавочными соединениями, которые всасывают стружку во время вращения.
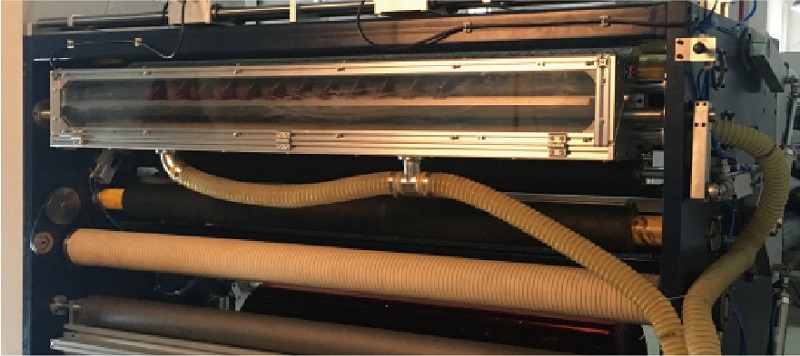
3. Основное оружие: система онлайн-сбора пыли и стружки.
Это часть «видимого» эффекта. Необходимо спроектировать воздуховод для отвода отрицательного давления в соответствии с шириной оборудования.
• Двусторонняя конструкция сопла:
◦ Тип всасывания:Плотно прилегает к режущей головке, собирая плавающие стружки.
◦ Всасывание снизу/сбоку:Необходимо выровнять точку контакта между режущим роликом и пленкой, чтобы напрямую отсасывать только что образовавшиеся частицы, которые еще не были повторно адсорбированы статическим электричеством.
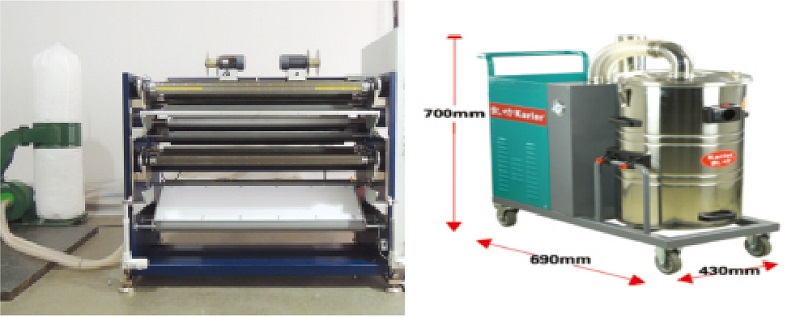
• Вентиляторы высокого давления и фильтрация:
◦ Для обеспечения достаточного отрицательного давления на каждом воздухозаборнике используются вентиляторы среднего/высокого давления (рекомендуемая скорость ветра должна быть более 25 м/с).
◦ Задняя часть оборудована пылесборником или пылесборником с импульсным фильтром для предотвращения вторичного выброса пыли в цеховую среду.
4. Вспомогательные средства: чистящий валик и липкий пылеотталкивающий валик.
Для удаления стойкой пыли, оставшейся после вышеуказанной обработки, перед подачей в обмотку можно установить окончательный уровень.
• ПринципЛипкий пылеотводящий валик (похожий на большую ленту), изготовленный из специального полимерного материала, контактирует с поверхностью пленки и удаляет остатки пыли за счет адгезии. Обычно он используется с отслаивающим валиком для переноса загрязнений с поверхности липкого пылеотводящего валика на отслаивающий валик, обеспечивая автоматическую очистку.
• ПримечаниеНеобходимо контролировать контактное давление, чтобы предотвратить растяжение, деформацию или вдавливание пленки.

4. Пример схемы размещения (рекомендуемый процесс)
Для большей наглядности схема типичного высокоточного станка для нарезки ПЭТ-пленки должна иметь следующую компоновку:
1. Размоточный узел:установить мощный ионный воздушный стержень + контактную антистатическую щетку.
2. Первая точка пылеудаления (удаление крупнозернистой пыли):Перед тем как попадет первый направляющий ролик, установите вакуумный канал для удаления большей части пыли, образующейся при размотке.
3. Участок продольной резки (основная зона):
◦ Передняя и задняя части держателя инструмента оборудованы боковыми всасывающими патрубками.
◦ Щеточный очиститель + нижний вакуумный патрубок, установленный на нижней части канавочного ролика.
4. Сплющивание и транспортировка:Установите ионные стержни, чтобы предотвратить образование пыли от вторичного трения пленки, вызванного электростатической адсорбцией роликов.
5. Блок окончательной очистки (перед перемоткой):
◦ Установите пару липких пылеотводящих роликов (с контактом вверх/вниз).
◦ Установите ионный стержень обратно, чтобы полностью устранить статическое электричество и убедиться в аккуратности обмотки.

5. Заключение
В области пленочной упаковки, фотоэлектрических дисплеев и новых энергетических материалов чистота стала ключевым показателем качества продукции. В условиях проблемы «избыточного количества пыли» простая уборка является скорее симптомом, чем первопричиной.
Успешное решение для обработки ПЭТ-пленки после разрезания должно следовать логике «сначала нейтрализация, затем адсорбция, затем сбор»:
• Физическим принципом решения проблемы адсорбции пыли является удаление статического электричества;
• Оптимизированные инструменты снижают образование пыли в источнике;
• Вакуумная адсорбция — это физический способ удаления пылевых частиц.
Благодаря вышеописанной комплексной системе управления можно не только значительно повысить чистоту цеха продольной резки, но и эффективно увеличить выход продукции и сократить количество жалоб клиентов. Если ваш станок для продольной резки в настоящее время просто протирает ножи тряпкой или позволяет пыли разлетаться в разные стороны, пора задуматься о модернизации системы пылеудаления.


 Машина для резки пленки New Energy MPET
Машина для резки пленки New Energy MPET Машина для резки корректирующей ленты CTS-550-M
Машина для резки корректирующей ленты CTS-550-M Бобинорезательная машина для ПЭТ-пленки RSDS7H 1350 PLUS
Бобинорезательная машина для ПЭТ-пленки RSDS7H 1350 PLUS Машина для резки корректирующей ленты CTS-570-A
Машина для резки корректирующей ленты CTS-570-A Бобинорезательная машина для ПЭТ-пленки (RSDS7H) 1350
Бобинорезательная машина для ПЭТ-пленки (RSDS7H) 1350





