В «прецизионной конструкции» литий-ионных аккумуляторов катод, анод, электролит и сепаратор являются четырьмя основными материалами. Среди них, хотя диафрагма и не участвует напрямую в электрохимической реакции, она играет важнейшую роль «защитного устройства». Она изолирует положительный и отрицательный электроды, предотвращая короткие замыкания, обеспечивая при этом свободный проход ионов лития. Любой незначительный дефект – например, заусенцы, отверстия или отклонения размеров – может привести к серьёзным проблемам безопасности, таким как снижение производительности аккумулятора, саморазряд и даже тепловой пробой.
Таким образом, точность продольной резки, являясь ключевым процессом в процессе производства сепараторов, напрямую определяет качество сепаратора и безопасность аккумулятора. «Точность продольной резки до ±0,1 мм» — это не только технический параметр, но и выдающееся достижение в области производства сепараторов для литиевых аккумуляторов. В данной статье мы подробно рассмотрим технический прорыв и практические примеры, позволяющие достичь этой сверхвысокой точности.

1. Почему так важно значение ± 0,1 мм?
Сепараторы литиевых аккумуляторов, особенно высококачественные мокрые сепараторы, обладают такими характеристиками, как ультратонкость (обычно 5–20 мкм), высокая прочность, но лёгкость разрыва, а также хрупкий керамический слой, покрывающий поверхность. Это предъявляет весьма высокие требования к процессу резки:
1. Устраните заусенцы и пыль. Любые микроскопические заусенцы и пыль, образующиеся при резке, могут пробить сепаратор и вызвать внутренние короткие замыкания после намотки в батарею.
2. Гарантия абсолютной точности размеров: ширина диафрагмы должна точно соответствовать ширине электродной пластины (положительного и отрицательного). Слишком широкая ширина может привести к короткому замыканию при контакте с наконечниками; слишком узкая ширина не позволит полностью изолировать положительный и отрицательный полюса, что также приведёт к короткому замыканию.
3. Поддерживайте идеальное качество намотки: намотка должна быть аккуратной и плотной, без змеевиков (неровных краев), складок и концентрации напряжений. Некачественная намотка может привести к трудностям при размотке, деформации при растяжении и даже к прямому браку при последующем производстве аккумуляторов.
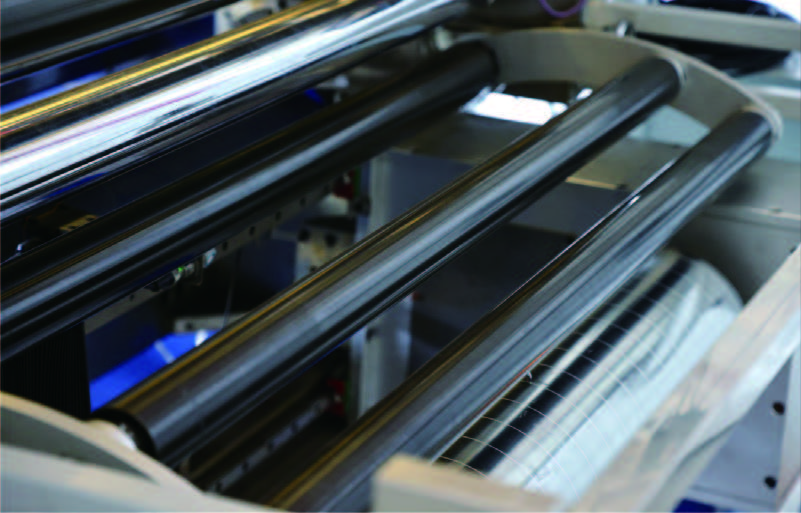
Точность ± 0,1 мм означает, что на мастер-ролике шириной в несколько метров тонкая, как крыло цикады, плёнка разрезается на десятки узких полосок, и её погрешность должна быть не более диаметра волоса. Это не только проверка оборудования, но и стремление к максимальному контролю над всем процессом.

2. Достичь технологического прорыва с сверхвысокой точностью ± 0,1 мм
Традиционные машины для продольной резки не в состоянии удовлетворить этим требованиям, а достижение такой точности требует ряда междисциплинарных технологических интеграций и прорывов.
1. Сверхточная механическая платформа и оптимизация динамики
• Вал с пневматической подвеской «Zero Backlash»: разматывающие, тяговые и намоточные ролики оснащены пневматической подвеской, обеспечивающей бесконтактную передачу усилия без трения. Это полностью исключает вибрации, зазоры и износ, характерные для традиционных зубчатых передач, обеспечивая плавное регулирование натяжения.
• Цельная чугунная станина и прецизионные направляющие: цельная чугунная станина с высокой жёсткостью и высокими демпфирующими характеристиками эффективно поглощает и подавляет вибрации, возникающие во время резки. Все подвижные узлы установлены на прецизионных линейных направляющих, что обеспечивает прямолинейность и стабильность работы.
• Система динамической балансировки массы: значительные изменения массы рулона могут нарушить балансировку системы на высоких скоростях. Современный продольно-резательный станок оснащен системой динамической балансировки в режиме реального времени, которая компенсирует вибрацию, вызванную изменениями качества, с помощью противовеса или технологии активного управления, обеспечивая стабильность всего процесса.
2. Интеллектуальный контроль натяжения — «душа» технологии
Натяжение — основа процесса продольной резки. Если натяжение слишком большое, плёнка растянется или даже порвётся; если натяжение слишком слабое, провисание намотки образует складки. Для достижения точности ±0,1 мм необходимо обеспечить точный контроль микронатяжения на уровне миллинутриентов (мН).
• Полная замкнутая обратная связь по натяжению: система контролирует натяжение каждой секции (размотка, вытягивание, перемотка) в режиме реального времени с помощью высокоточных датчиков натяжения и передает данные на центральный контроллер (ПЛК).
• Многоступенчатое управление конусностью: система автоматически рассчитывает и выводит оптимальную кривую конусности натяжения в соответствии с изменением диаметра рулона, гарантируя, что натяжение всегда будет оптимальным от пустого до полного рулона, избегая таких дефектов, как «узор хризантемы» и «морщинистость капусты».
• Система активного наведения (EPC): установите высокоточные датчики CCD или ультразвуковые датчики перед размоткой, резкой и намоткой, отслеживайте положение края диафрагмы в реальном времени и точно настраивайте его с помощью приводных роликов серводвигателя, чтобы гарантировать, что лента всегда находится на правильном пути во время резки и намотки, что является ключом к обеспечению аккуратности и отсутствия извивов краев.

3. Система прецизионных инструментов для продольной резки
• Материал и процесс инструмента: режущее лезвие должно быть изготовлено из сверхтвердой, износостойкой порошковой быстрорежущей стали или вольфрамовой стали, а также пройти обработку нанопокрытием и прецизионную шлифовку для обеспечения остроты и долговечности режущих кромок.
• Конструкция инструмента: в основном используется режим резки «верхний и нижний дисковые ножи» (резка ножом). Верхний нож изготовлен из острого твердосплавного сплава, а нижний — из высокотвёрдой закаленной стали. Величина перекрытия и глубина резания между ними регулируются с точностью до микрона для обеспечения чистого реза с минимальным количеством заусенцев и пыли.
• Держатель инструмента высокой жесткости: держатель инструмента и сам держатель инструмента должны быть чрезвычайно жесткими, чтобы противостоять боковым силам, возникающим во время резки, гарантируя, что все лезвия остаются на месте при высоких скоростях.
4. Интеллектуальная система управления и цифровой двойник
• Интегрированные ПЛК и ЧМИ: современные машины продольной резки управляются высокопроизводительным ПЛК, который координирует работу всех модулей, таких как управление движением, натяжением и температурой. Удобный человеко-машинный интерфейс (ЧМИ) позволяет оператору вызывать параметры рецепта одним щелчком мыши, что значительно снижает вероятность ошибок, связанных с человеческим фактором.
• Система сбора и мониторинга данных (SCADA): данные о работе машины (скорость, натяжение, давление, температура и т. д.) регистрируются и анализируются для оптимизации процесса, прогнозирования отказов и отслеживания качества продукции.
• Цифровой двойник: самая передовая технология — создание цифровой модели физического станка для продольной резки в виртуальном пространстве. Перед началом резки можно провести моделирование и предварительную настройку параметров в виртуальной среде для поиска оптимального решения, что значительно сокращает затраты на пробы и ошибки, а также отходы материала.
3. Практика применения: от лаборатории до массового производства
Технологические прорывы в конечном итоге служат производству. В практическом применении, помимо самого оборудования, не менее важны технологические знания.
• Настройка зазора ножа и объёма резки: необходимо многократно корректировать параметры в зависимости от толщины диафрагмы, характеристик покрытия, влажности и т. д. для поиска оптимальных параметров. Это требует большого объёма экспериментальных данных и опыта инженеров.
• Баланс скорости резки: стремитесь к эффективности, обеспечивая точность и качество. Для сверхтонких мембран скорость не всегда означает лучшее, поэтому необходимо найти золотой баланс между качеством и эффективностью.
• Контроль окружающей среды: Чистая, постоянная температура и влажность производственной среды имеют решающее значение для предотвращения поглощения влаги и деформации диафрагмы, а также загрязнения пылью.
• Синергия между людьми и навыками: даже самое «умное» оборудование требует высококвалифицированных операторов и обслуживающего персонала. Они должны понимать принципы работы оборудования и логику процессов, а также уметь реагировать на различные аварийные ситуации и точно настраивать систему.
заключение
Точность резки ±0,1 мм – это воплощение глубокой интеграции междисциплинарных технологий, таких как машиностроение, материаловедение, автоматическое управление и искусственный интеллект. Это знаменует собой скачок в производстве оборудования для литиевых аккумуляторов от «практичного» к «простому в использовании», а затем и к «высочайшей точности».
Это, казалось бы, обычное оборудование для резки больших рулонов малыми рулонами на самом деле является закулисным героем, обеспечивающим высокую безопасность, стабильность и длительный срок службы литий-ионных аккумуляторов. С появлением новых технологий, таких как твердотельные аккумуляторы и более тонкие мембраны, требования к точности резки будут только возрастать. Эта технологическая конкуренция в «битве миллиметров» продолжит выводить всю отрасль литиевых аккумуляторов на новый уровень.
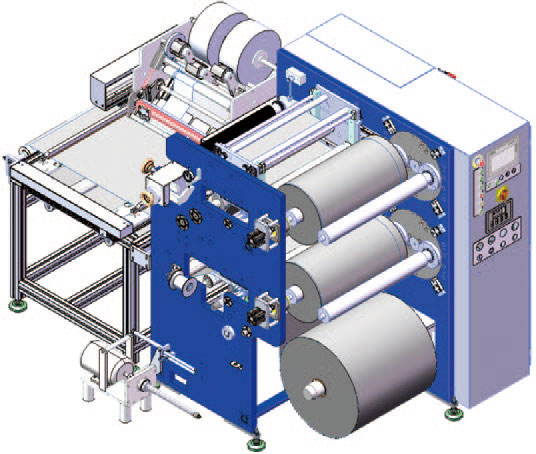
 Новая энергетическая машина для резки MOP-пленки
Новая энергетическая машина для резки MOP-пленки Машина для резки медной фольги (RSDS7H) 1350
Машина для резки медной фольги (RSDS7H) 1350 Машина для резки медной фольги RSDS7H 1350 PLUS
Машина для резки медной фольги RSDS7H 1350 PLUS





